
Building up layers of weld and drilling with a mobile boring machine can provide a suitable repair on costly components. Here we have a look at what’s involved.
KEEPING IT BRIEF
- Various tooling can be used on the spindle.
- Can carry out repairs on vertical or horizontal surfaces.
- Since the mobile boring machine can be powered with a generator, repairs can be done on-site
Bushes, bolts and holes — these three components are among the most frequently worn parts on intensively worked machines. Poor lubrication, overloading, defective bearings or worn shafts can lead to serious damage. Replacing complete parts is often neither practical nor necessary, and this is where a mobile boring machine can save the day.
We took a closer look at the process in Troja Baumaschinen’s repair shop in the small town of Salzkotten (for the history buffs, this was in the former ‘British Sector’) in Germany. Here we met the owner Christoph Troja and watched him carrying out a repair.

In the firm’s workshop was a high-tip bucket off a wheeled loader. The bores in the pivot bearing were worn. Outside in the yard, an old telehandler with a worn carriage and an excavator bucket with a damaged eyelet and worn hole were next in the queue for repair.
Many repair options
Christoph Troja has been operating mobile boring machines for more than 15 years. In that time his three machines have repaired countless components and machines — from regular buckets, loader headstocks, axles, central and articulated pivots to repairing construction cranes, industrial plant and even beet harvesters.

Most of these repairs are carried out on-site in customers’ workshops, fields and quarries. To be fully prepared for all eventualities, his service van is well equipped with two boring machines, two welders and several drill shafts to help ensure that he can get the job done. Diameters ranging from 30 to 800mm can be machined and, with a special add-on kit, even up to 1,200mm.
Boring holes and welding are the main jobs, though the range of services also includes longitudinal turning and machining of pins and shafts. Face mating and side faces as well as cutting circlip grooves are also part of the service. As the machine is lubricated with grease/oil the work position is largely irrelevant, allowing horizontal, overhead and vertical operation.

Repair costs
Work is billed by the hour, because clearly no two jobs are the same and a number of parameters need to be factored in, including the size and complexity of the component or the use of additional materials such as special filler rods or bushes. The hourly rate ranges from €140 to €300 — plus travel expenses are added for on-site repairs.
The firm’s mobile unit is advantageous for repairing large parts such as the articulated joints on a wheeled loader but also for small repairs or when critical spare parts are not available. Once the job is finished, any traces of the damage are removed and only the pile of metal swarf gives you a hint that it was usually more than machining tenths of a millimetre.
Maria Henkemeier
For more up-to-date farming news click here and subscribe now to profi and save.
TYPICAL REPAIR CASES




STEP-BY-STEP GUIDE
PREPARATION
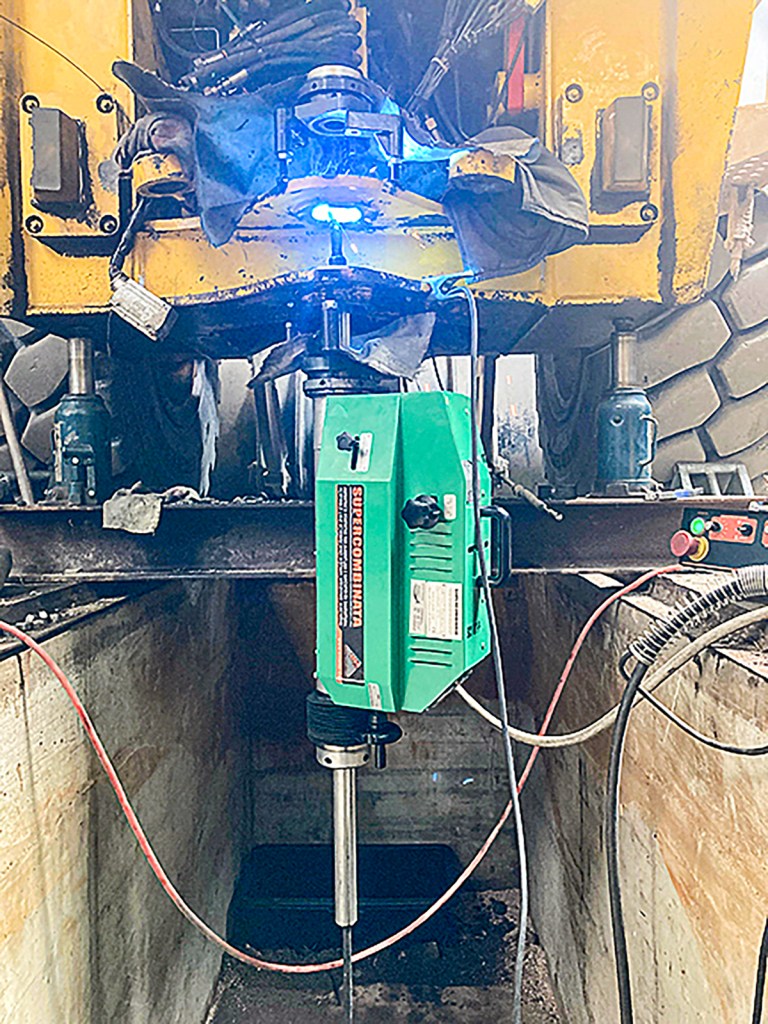
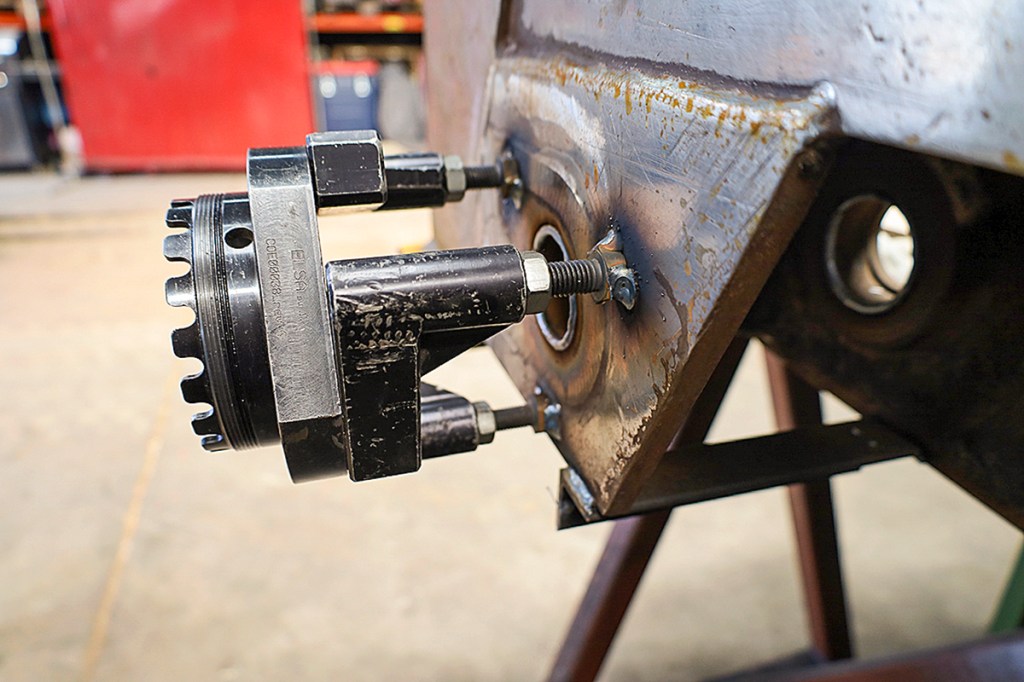
The machining process begins by positioning and securing the tripod for precise alignment. The inner ring is rotated to align the centre with the thread. Next, the boring shaft is inserted, and checked with an internal gauge. Then the bearing block is positioned and welded in place. Once fixed, no further adjustments are possible. The boring shaft centres itself via the taper in the bearing block.

THE ACTUAL WORK: WELDING AND CUTTING
The hole was cut to a larger diameter. Depending on requirements, it is possible to restore the dimensional tolerance, or you increase the diameter of the hole and insert a bushing. In welding mode, the feed motor carries out the rotary movement. The welding process requires precise control of speed and feed, similar to thread cutting. Weld density depends on the speed.
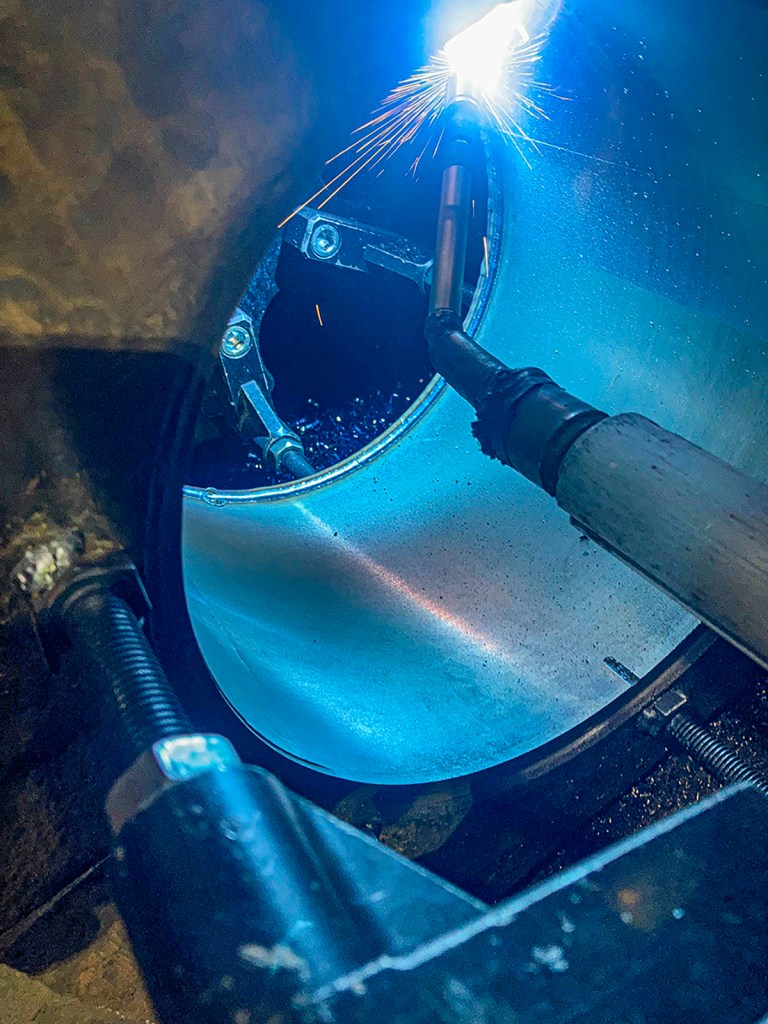
For welding, the drill borer is swapped for a welding torch. It applies material at the appropriate feed and speed — about 3mm per layer. After welding, some material is removed — usually about 1mm below the target thickness. Final machining to the correct size is then carried out with a lathe tool.


Details
The holes are measured with an internal gauge and the measurement verified with a caliper. The turning tool is then set to this diameter using a feed device and dial gauge. To ensure measurement accuracy, the hole is measured horizontally and vertically. The deviation is subtracted from the target dimension and halved as the radius is crucial.


FINAL RESULT
The target value for the hole usually corresponds to a commonly used H7 fit. After repeatedly measuring with the gauge, the borer is removed once the target size is reached. Then the machine and all guide and support bearings are dismantled. Finally, the technician grinds down the tack welds. This restores the hole to its original condition and ready to return to work.






