With ever tightening regulations on manure and slurry, the relatively new service of separating slurry is gaining momentum. T J Robinson Group started providing the service in 2024 and has built a busy round in a short time.
Shrewsbury native Tom Robinson has followed an unconventional path to where he is now, dipping in and out of agriculture with other enterprises. Today he’s finally settled back into farming as those of us inevitably do who have been bitten by the ag bug.

Today, T J Robinson Group has four tractors, direct seeding equipment, an umbilical outfit and the SlurryQuip separator we went to see at work. Tom is a first-generation contractor, and the business is still relatively young.
Initially it started out with a similar model to many — much of the workload was tractor and man, but that has some limitations for growth. Tom thought there was some scope in separating slurry and wanted to get in on it while the service was in its infancy, so he did some homework on what was available on the market.
The slurry separator arrived in 2024, after talking to a Scottish contractor who built his own system based on the same Börger RC150 separator. With a limited timeline before the season started, Tom decided on a ready-made system from SlurryQuip, which is Börger’s agricultural partner based in Northern Ireland.

What is it?
At the heart of the system is the RC150 screw-type separator; this is where the work is done. The unit has a 0.5 sieve inside the tube with an auger inside that. The clever part of the Börger system is that there is no metal-on-metal contact inside the separator body. The auger flight has a groove in its edge, and, as the machine fills with slurry, the groove fills with fibre and creates the regenerating seal between the auger and the sieve. The liquid element leaves the sieve and the fibre remains; this is pushed along the sieve until it reaches the press channel section of the separator, which is where the pressure increases on the screw and the fibre is compressed.
It is here where the dry matter is controlled. Depending on the setting of the screw’s distance from the end of the unit, it’s this that determines how dry the material is as it exits the machine: the closer the screw is to the outlet, the drier the material. There’s an air actuator on the end of the auger, and this pushes against the fibre plug, controlling how much liquid is wrung from the slurry.
Typically, Tom aims for 20-25%DM, which seems to be the sweet spot between the best output and economy — the drier the material coming out, the more power it takes. He can go as far as 30%DM, but there is a significant power demand, increasing fuel consumption by two to three litres per hour.
When Tom first took delivery in January 2024, the system was mounted on a flatbed trailer. It has since been back to Slurryquip where it was fitted to their ‘contractor’ spec purpose-built chassis. It’s on commercial axles, and the steelwork is galvanised to make it suited to the conditions it works in.
The other upside is that, because the trailer is purpose built, everything can be accessed from the floor, meaning there is little need to climb onto the trailer, making operation safer. Everything seems well integrated, including the water tanks for priming and washout. The elevator can swing 270° and lift high enough to load a silage trailer. Or, if there is a shortage of trailers and loaders, Tom says he can do a 10- to 12-hour shift and stockpile the solids if there is enough yard space around the machine to swing the elevator.
Controls
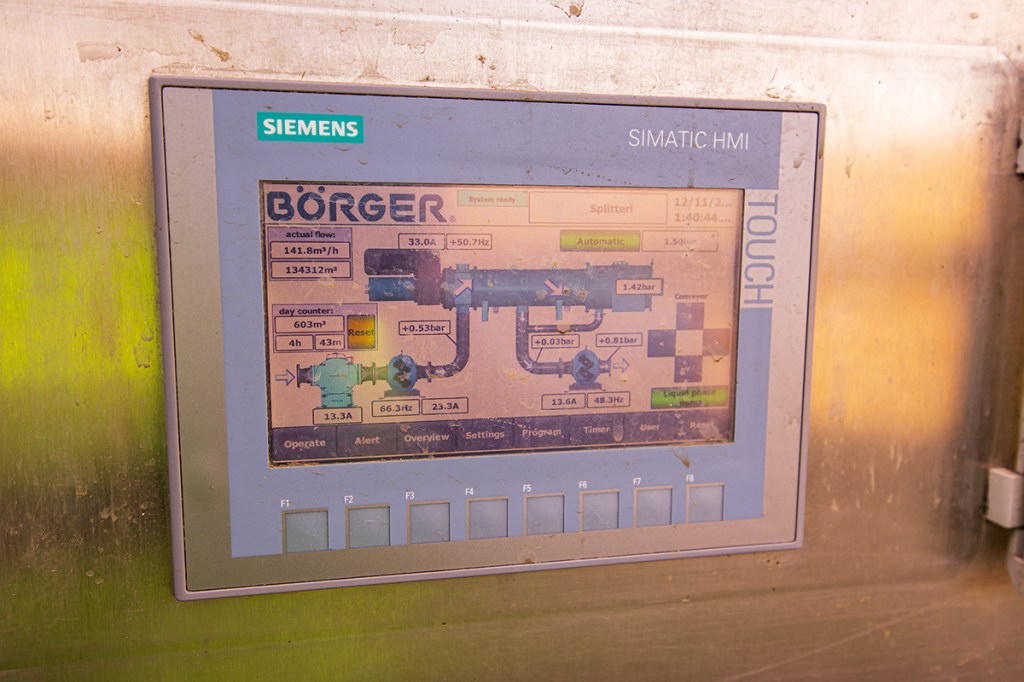
There is a sizeable cabinet on the machine. After all, it runs on electric, and everything is controlled from the screen, from the pumps to the elevator. There is a Siemens touch screen, and the main display is laid out with a graphic of the separator showing pressures and motor loads in each section.

After 18 months on the job, Tom has learned how to tweak the setting for best results.
“When you have a well stirred store, it takes no setting up, and you can leave it doing its job. But if you’re dumping liquid back into the store, it needs some adjustment to keep everything running smoothly, because the consistency of the raw slurry changes.”
The contractor also points out that there is an app for smartphones that connects to the separator’s 3G modem allowing him to watch what’s going on from base — if one of his team is running the machine. It has also proved useful for diagnostics if they have an issue. “That’s very handy. It also means if it’s cold and wet out, you can sit in the tractor and keep an eye on the separator’s status.”

It’s not just the screw
Of course, there’s more to it than just the separator. The feed pump sucks the slurry through a macerator, which Börger calls a Rotorrake 6000. This is mounted on top of a 150-litre stone trap, a robust looking unit with a chopping action akin to a forage wagon’s. With stationary knives and a rotor with counter knives within the profile of a keyhole, Tom says it will munch through pretty much anything you will find in slurry, except for very hard items like lumps of wood (we’re talking the end of a fresh fence post, not twigs), or plastic hoof clogs.


There are 19 keyhole-shaped plates in the macerator, priced at £60 each. In 18 months Tom has replaced nine of them, seven due to a hard object. The macerator has the stone trap underneath it, so heavy objects should be caught there before making it to the feed pump.
The feed pump and discharge pump are the same — Börger FL518 lobe pumps. These match the 150m³ rating of the separator, are fully serviceable and cost a shade over £500 to fit new lobes. Tom says that every second set of lobes the whole set of wearing parts needs changing; this costs £1,000.
The feed pump has been rebuilt twice, as Tom has a couple of customers who bed on sand, and the feed pump catches the lion’s share of the wear in these cases. On these farms, the separator does see increased wear, but because of the self-regenerating fibre seal, the sand does less harm here — wear is roughly 60% higher on wearing parts with sand, so that needs to be a consideration when pricing those particular farm jobs.
The discharge pump is subject to much less wear, boasting about 60% more service life than the intake pump, and, in top condition, it should pump to 1,200m comfortably, at about 4 bar. It won’t run an umbilical system, either in terms of volume or pressure.
Space saver
The ideal scenario to get the best from a set-up like this would be to have an empty-ish lagoon or store to pump the liquid into, and a covered bunker for the solids. But we don’t live in a perfect world… so the system can be utilised by pumping the liquid back into the store it came from.
This method works until the raw slurry gets too thin and the amount of solids being produced drops down to a minimum. Once the separator is up and running, the fibre creates a plug, which is effectively the bung that holds the liquid inside the separation tube. So the system will operate at low fibre levels, but, once it starts to spit liquid out of the end where the solids come from, it’s time to stop.

Hygiene
There is an 800-litre clean water tank to wash the system out, Tom says he washes out on every farm and then disinfects the machine to mitigate any issues with disease. There is a 200-litre tank for priming the system, but this is generally only necessary for below-ground tanks. For stores above the ground, there is generally enough head pressure to prime the unit’s intake pump by opening the valve from the store.

Workload
Tom’s busy season is between October and March, when sometimes the system can be running 24 hours per day. He has some customers who want year-round separating, although these are easy to fit in around other work.
There is a range of customer types, from dairy to beef farms as well as an AD plant, where Tom says he can separate their liquid down further to gain storage.
“We have a 0.5 screen in the RC150. If we fitted a 0.2 it would be better for the AD, but they aren’t quick to change, and for farm work it would be too fine.”

The farm where we witnessed the machine working was a brand-new customer, a four- farm New Zealand-style dairy enterprise. The farm had built a new slurry lagoon in the past two years, opting to locate the store in the centre of their land block so it would be easy to empty using an umbilical system.

They have quite runny slurry, as can be seen from the pictures, so there is quite a lot of water being captured, and the tower was full. The decision was made to call in T J Robinson and try separating what they had in store to test the results.

Although their extra storage was empty, it lays about one kilometre from the farmyard, and pumping to it required a bit of a boost. So, the farm reception pit was being used to catch the liquid element, which was then pumped away to the new lagoon to ease the pressure on the separator pump, which was due a service.

The slurry was being separated to about 20%DM. This provided a dry element that was then stacked in a bunker ready for spring, with the intention of getting it out when ground conditions permit. The farmer commented that the medium was a nice uniform consistency, and it should spread evenly and not hamper grass growth with residue.
When working at a good rate of between 95 and 115m³ the separator can produce about 15 tonnes of dry medium per hour. With everything running well, the generator was producing between 38-40kWh. It’s rated at 110kWh, but start-up demand will cause an increase in load until everything gets up to speed. Fuel consumption at 20-25%DM is a shade over 10l/hr, which is pretty reasonable for the amount of slurry being moved.

Output is variable, depending on whether the raw slurry is from beef animals, as it can be thicker than dairy slurry. And the farm layout also factors in if parlour washings and much rainwater go into the catchment system. Typically, Tom says the system can get up to 150m³ an hour of raw slurry going in, but that’s in perfect conditions, with a well stirred store that isn’t too thick.
The benefit to the customer is twofold: they can gain as much as 20% on storage; and the end product is more consistent and easier to spread. The liquid element is considerably less fibrous and easier to pump, which also makes it easier to spread, and, in dry times, the dreaded fibre lines shouldn’t be on the pasture degrading the grass.
The solid element has a moderate level of nitrogen; the main gain is the phosphorus followed by calcium and magnesium with organic sulphur. The liquid element has some nitrogen in NH₄-N; Ammonium-N levels are high, with high levels of potassium.
Having these key elements in two separate components can be useful if worked into a strategy on the farm, particularly if grazing is part of how the farm operates, like the business featured here.

Summary
Tom took quite a financial risk acquiring the separator, saying it’s been his biggest capital investment in one machine so far. But after 1,500 hours of separating it has proven to be a prudent move, with other machines popping up around the country. The pessimists may say “but farms will put their own in.” Which is true, but they won’t all get done at the same time. It would appear there’s plenty of demand out there.
It’ll take 2,000 hours of separating to be in the black on the unit, making the return on investment look pretty digestible; it’s done 1,650 hours since the start of 2024.
There is a new model of single-barrel digester from Börger, which was seen at Agritechnica. This is an RC250, but it will be a significantly larger machine, with a price tag to match.
Ken Topham
For more up-to-date farming news click here and subscribe now to profi and save.